Способ доработки седла клапана
- Проверьте зазор между толкателем клапана и направляющей.
- Если направляющая клапана изношена, перед расточкой седла клапана её необходимо заменить.
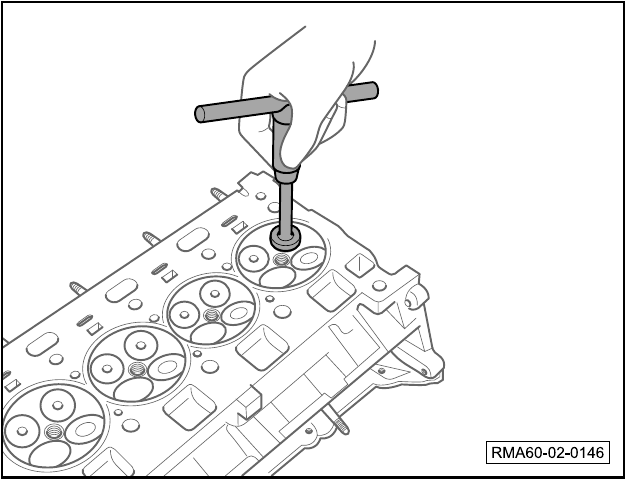
- Выполните доработку седла клапана в головке блока цилиндров при помощи развертки, как показано на рисунке.
- Аккуратно расточите седло клапана под углом 45°. Снимайте минимальное количество металла и обеспечьте его гладкость и соосность.
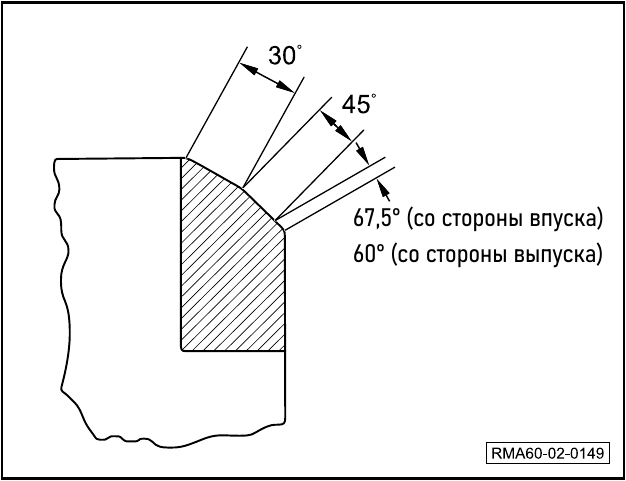
- Сделайте верхний и нижний край угла скошенными, как показано на рисунке.
- Проверьте ширину седла клапана и обработайте его соответствующим образом.
- При помощи развертки на 45° выполните небольшое расширение, чтобы удалить заусенцы, которые могут быть созданы другими развертками.
- Требования к ширине седла клапана указаны в таблице:
| Размеры | Впуск (мм) | Выпуск (мм) |
|---|---|---|
| Стандартное значение (новое) | 1,12 ± 0,15 | 1,26 ± 0,15 |
| Предельно допустимое значение | 1,27 | 1,41 |
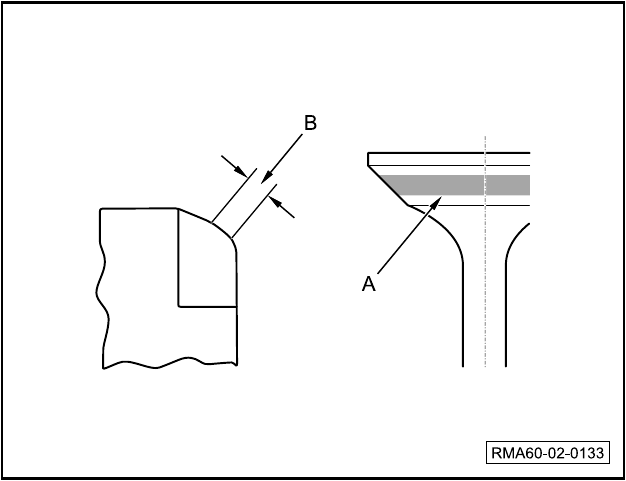
- После подгонки седла клапана убедитесь в том, что оно гладкое, и нанесите компаунд Prussian Blue на коническую поверхность клапана (показана стрелкой А).
- Верните клапан в исходное положение в головке блока цилиндров, затем поднимите клапан и несколько раз плотно прижмите его к седлу.
- Как показано на рисунке, фактическая поверхность прилегания седла клапана (показана стрелкой B) должна находиться в центре седла клапана.
- Выполните завершающую расточку, всё время используя развертку на 45°.
Примечание:
Если контактная поверхность находится слишком высоко (ближе к толкателю клапана), необходимо использовать развертку на 67,5° (седло впускного клапана) или на 60° (седло выпускного клапана) и выполнить повторную расточку, чтобы сместить контактную поверхность вниз, а затем, используя развертку на 45°, выполнить расточку ещё раз, чтобы восстановить ширину седла клапана.
Если контактная поверхность находится слишком низко (ближе к краю клапана), необходимо использовать развертку на 30° и выполнить повторную расточку, чтобы сместить контактную поверхность вверх, а затем, используя развертку на 45°, выполнить расточку ещё раз, чтобы восстановить ширину седла клапана.
При превышении предельно допустимой величины износа повторите измерения с новым клапаном. Если полученное значение по-прежнему выходит за пределы допустимого диапазона, замените головку блока цилиндров.
Если контактная поверхность находится слишком высоко (ближе к толкателю клапана), необходимо использовать развертку на 67,5° (седло впускного клапана) или на 60° (седло выпускного клапана) и выполнить повторную расточку, чтобы сместить контактную поверхность вниз, а затем, используя развертку на 45°, выполнить расточку ещё раз, чтобы восстановить ширину седла клапана.
Если контактная поверхность находится слишком низко (ближе к краю клапана), необходимо использовать развертку на 30° и выполнить повторную расточку, чтобы сместить контактную поверхность вверх, а затем, используя развертку на 45°, выполнить расточку ещё раз, чтобы восстановить ширину седла клапана.
При превышении предельно допустимой величины износа повторите измерения с новым клапаном. Если полученное значение по-прежнему выходит за пределы допустимого диапазона, замените головку блока цилиндров.